netborplastik
|
21 Ekim 2020
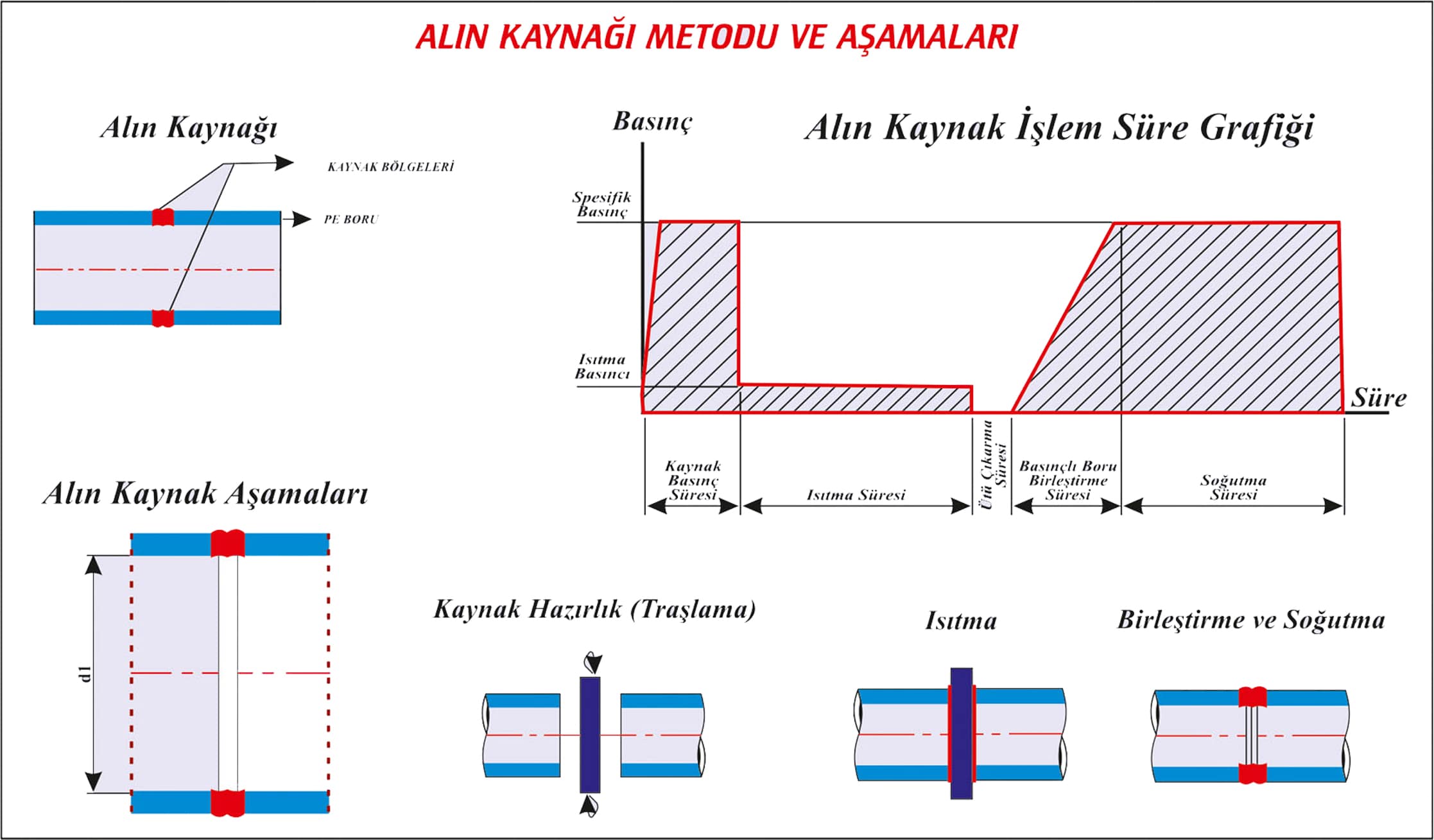
1. Alın Kaynak Yöntemi ile Birleştirme:
Polietilen borular, uygulanacak projenin özelliğine göre alın kaynağı yöntemi ile birleştirilmek üzere üretilebilirler. Ancak bu kaynak yöntemi ile birleştirmede gerek çap ve gerekse et kalınlığı için teknik kısıtlamalar bulunmaktadır. Bu kaynak yöntemi ile birleştirme, 50 mm çaptan 1600 mm çapa ve çaplara bağlı olarak minimum 5 mm et kalınlığından 100 mm et kalınlığına kadar yapılmaktadır. Alın kaynak işlemi DVS 2207 standardına göre yapılmaktadır.

PE boruların alın kaynağı ile birleştirilmesinde dikkat edilmesi gereken hususlar;
- Alın kaynağı yapılacak ortamın ısısı 5 °C’ nin altında olmamalıdır.
- Birleştirilecek boruların et kalınlıkları eşit olmalı, fark bulunduğu takdirde iki borunun et kalınlığı farkı maksimum % 10’u geçmemelidir.
- Kaynakta kullanılacak alın kaynak makinesi sertifikalı sertifikalı olmalıdır. Kaynak işlemi başlamadan önce kaynak yüzeyleri tıraşlanarak oksidasyonu alınmalı ve kaynak yüzeylerinin tamamen birbiri ile teması sağlanmalıdır.
- Kaynak yapılacak yüzeyin tıraşlanmasından sonra herhangi bir nedenle kirlenmesi önlenmelidir. Tekrar kirlenme söz konusu ise tıraşlama işlemi yeniden yapılmalıdır. Kaynak yapılacak yüzey, ütü ile ısıtılmadan önce saf alkol ile temizlenmelidir.
- Kaynak ütü sıcaklığı 200 – 250 °C arasında olmakla birlikte, borunun üretildiği hammaddeye ve uygulama standardına göre belirlenmelidir.
- Et kalınlığı az olan borular için üst ısı değerleri, çok olan borular için alt ısı değerleri seçilmelidir.
- Kaynak işlemi başladıktan sonra, kaynak soğuma sürecinde boruların birleşme basınç değerleri eşit tutulmalıdır.
- Boru içerisinde oluşan hava sirkülasyonu yapılan kaynağın soğuma işlemini dengesiz olarak hızlandırdığı için kaynak esnasında boruların bir ucu kapatılmalıdır.
- Kaynak işlemine başlamadan önce makinenin ısı değerleri kontrol edilmeli ve istenen ısı değerine ulaşıldıktan 5 dakika sonra kaynak başlatılmalıdır.
- Makinenin ütü kısmı ve borunun kaynak yapılacak kısmı, kaynak öncesi temizlenmelidir.
- Basınçlı içme suyu boruları için kaynak basınç testi DİN 4270 standardına göre yapılmaktadır.
2. Kaplin Manşonlar ile Birleştirme:
20 – 125 mm arası PE çapların birleşiminde bazen mekanik sıkmalı (kaplin) manşonlar kullanılır. Bu yöntem, klasik el aletleri yardımıyla kolaylıkla yapılabilmesi, ıslak boru yüzeylerine de uygulanabilmesi ve bir kaynak makinesine, elektriğe ihtiyaç duyulmaması sebebiyle tercih edilir. Ancak bu yöntem, bir kaynak yöntemi kadar yüksek değerde ve ömürde sızdırmazlık sağlamaz.
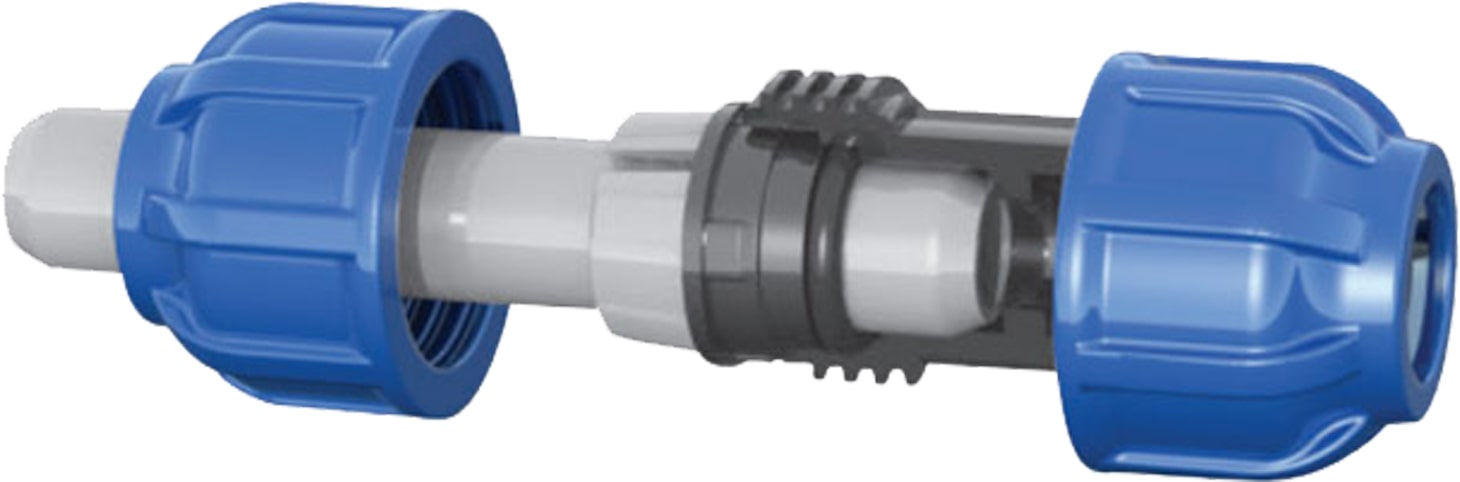
Uygulanması:
- Birleşim için, boruların alınları bir kesici yardımıyla pah kırılır.
- Birleşimde kullanılacak kaplin fitingin sıkma yüzüğü gevşetilir.
- Boru kaplin fiting içine itilir. Büyük çaplarda, boru yüzeyine kaydırıcı sürülebilir. Borunun kaplin fiting içine tam oturması sağlanır.
- Sıkma yüzükleri küçük çaplarda elle ve anahtarla sıkılır. Büyük çaplarda zincir anahtar yardımıyla sıkılır.
- Testi yapılır, sızdırmazlık sağlanmışsa birleşim tamamlanmıştır.
3. Elektrofüzyon Kaynağı ile Birleştirme:
EF Kaynağı, PE boruların birleşim yöntemlerinden biridir. Kaynak için bakır kuşaklar içeren EF Manşonlar veya ek parçaları kullanılır. Bakır kuşaklara, üreticilerin belirlediği sürede ve değerde elektrik akımı verilerek, kuşak bölgesi ve çevresinde oluşan ısı, PE boru ve EF fitingin birbirine kaynamasını sağlar.

Kaynağa Hazırlık : EF Kaynak öncesi, EF fitinge girecek boru uzunluğu bir şerit metre yardımıyla ölçülür. Sonra bu mesafe boru üzerine marker kalemle işaretlenir. Ardından PE boruların dış yüzeyi bir scrapper yardımıyla oksit tabakası kaldırmak için kazınır. Sonrasında hem kazınan yüzeyler, hem de EF fiting iç yüzeyi alkollü bezle silinir. Amaç PE yüzeylerdeki yağ, kir artıklarını temizlemektir.
Kaynak İşlemi :Hazırlanan borular EF fiting içine geçirilir. Sonra EF fiting bakır kuşaklarına akım uygulamak için, EF fiting dışında yer alan plug’ lara, EF kaynağı için yapılmış özel makinenin kabloları bağlanır. Sonra bu özel kaynak makinelerinin barkod okuyucularına EF fiting üzerindeki barkod okutularak, makineye EF fiting tanıtılır. Bu işlem sonrasında makine, hangi fitinge ne kadar değerde akımı hangi sürede uygulanacağını bilmektedir.
Makine ekranında çıkan bilgiler kontrol edilir ve doğruysa makineye start verilir. Makine akımı uygulayıp, süre sonunda akımı keser. Isınan yüzeylerin soğuması esnasında ek yeri oynatılamaz. Kaynak bitirilmiştir.
